Produtos




Mecha directa de fibra de vidro ECR para LFT-D/G
Itineración directa para LFT-D/G
A mecha directa para LFT-D/G baséase na formulación de encolado reforzada con silano. É coñecida pola súa excelente integridade e dispersión de fíos, baixa pelusa e cheiro e alta permeabilidade coa resina PP. A mecha directa para LFT-D/G proporciona excelentes propiedades mecánicas e resistencia á calor dos produtos compostos acabados.
especificación do produto
| Código do produto | Diámetro do filamento (μm) | Densidade lineal (tex) | Resina compatible | Características e aplicación do produto |
| EW758Q EW758GL | 14, 16, 17 | 400, 600, 1200, 1500, 2400 | PP | Boa integridade e dispersión da fibra. Baixa pelusa e cheiro. Alta permeabilidade con resina PP Boas propiedades dos produtos acabados Úsase principalmente nas industrias de pezas de automóbiles, construción, electrónica e eléctrica, aeroespacial, etc. |
| EW758 | 14, 16, 17 | 400, 600, 1200, 2400, 4800 | PP
|
Itineración directa para LFT
A mecha directa para LFT está revestida cun axente de encolado a base de silano e é compatible con resinas de PP, PA, TPU e PET.
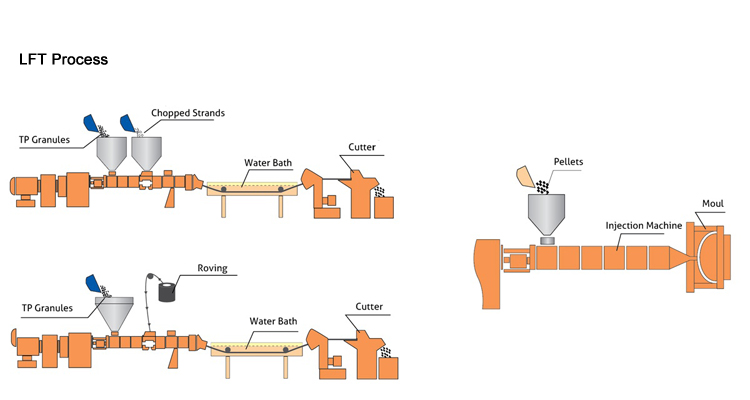
LFT-D: Os gránulos de polímero e a mecha de vidro introdúcense nunha extrusora de dobre parafuso onde se funde o polímero e se forma o composto. Despois, o composto fundido moldéase directamente nas pezas finais mediante un proceso de moldeo por inxección ou por compresión.
LFT-G: O polímero termoplástico quéntase ata converterse nunha fase fundida e bombéase no cabezal da matriz. A mecha continua pásase por unha matriz de dispersión para garantir que a fibra de vidro e o polímero se impregnen completamente para obter varillas consolidadas, que logo se cortan en produtos finais despois do arrefriamento.







